Kirubanandan, Shanmugam
Department of Chemical Engineering, Monash University, Australia
Corresponding author: kirubanandan.shanmugam@gmail.com
Abstract
Cellulose nanofiber (CNF) is a sustainable biomaterial to replace the synthetic plastics for coating on the paper to enhance their barrier and mechanical properties. Spraying CNF is a flexible process for fabricating barrier layers on the paper. Spraying CNF suspension vary from 0.5 wt.% to 1.5 wt.% on the paper substrates gives coat weight varied from 2.9±0.7 to 29.3±6.9 g/m2. As a result, CNF coat weights act as barrier layers and reduced the air permeance from 0.78±0.17 to < 0.003 µm/Pa.S. Sprayed CNF fills the surface pores in the paper and formed barrier layers as laminates on the paper evaluated via SEM. Coated CNF also increase the mechanical strength of the paper from 109.7±7 to 131.1±13.4 N while tailoring the coat weight vary from 2.9±0.7 to 29.3±6.9 g/m2. This process can be implemented in a roll to roll coating with an integration of sprayer for continuous process via scale up.
Keywords: Air permeability, Cellulose nanofiber (CNF), CNF laminates, Spray coating, Tensile strength
DOI: https://doi.org/10.5281/zenodo.6206013
Conflicts of interest: None
Supporting agencies: None
Accepted 14 February 2022
Cite This Article: Shanmugam, K. (2022). Spray Coated Cellulose Nanofiber Laminates on the Paper to Enhance its Barrier and Mechanical Properties. Journal of Sustainability and Environmental Management, 1(1), 10-17.
1. Introduction
To resolve synthetic plastic pollution from packaging
materials, major efforts are being taken the way to identify alternative
biomaterials from natural source to improve the barrier performance as well as minimize
disposal or recycle problems (Rastogi et al. 2015). Cellulose nanofibers (CNF)
also known as nanocellulose or nano-fibrillated cellulose, is made by breaking
down cellulose fibres into fibres with diameters ranging from 5 nm to100 nm and
is as building block for development of new cellulose based functional
materials. Recently, cellulose nanofibrils are used in the development of high
strength barrier layers and nanocomposites (Ramos et al. 2016). Cellulose
nanofibre has a potential of renewable, recyclable, compostable and
biodegradable alternatives to the synthetic polymer based products (Appendini
et al. 2002). CNF is used as coating materials for enhancing the barrier
properties of a paper (Abitbol et al. 2016).
Cellulose nanofibres are isolated and processed from wood
via various chemical, enzymatic, and/or mechanical treatments (Abitbol, T et al
2016). Due to nano size of fibres, it possesses various outstanding properties,
such as high aspect ratio, high specific strength, flexibility, large specific
surface area, and thermal stability, combined with biodegradability and
biocompatibility (Abitbol, T et al 2016). These properties could make cellulose
nanofibre suitable for a wide range of applications, such as film (Syverud et
al. 2008), reinforcing phase in composite materials (Mörseburg et al. 2009),
barriers in packaging (Nair et al. 2014), rheology modifiers for suspensions
(Dimic-Misic et al., 2013), filters for virus removal and water treatment
technologies (Metreveli et al. 2014, Varanasi et al. 2015), flexible platforms
for biomedical applications (Huang et al., 2013) and printed electronic applications
(Hoeng et al. 2016). It has been proved that the nanocellulose coated with
fibre/paper substrates increased the barrier and mechanical properties (Aulin
et al. 2010). The barrier properties of paper-based packaging can be tailored
by applying layer of either synthetic or natural polymer using coating process
(Khwaldia, K et al, 2010; Lavoine, N et al, 2014). The previous studies
confirmed that cellulose fiber coating on the paper based substrates
substantially improved their barrier and surface properties (Dufresne et al.
2013) (Khwaldia et al. 2010). The cellulose nanofibre could be applied either
on the paper or paperboard by several techniques such as solvent casting
(Rastogi et al. 2015), dispersion coating (Aulin et al. 2010), foam coating,
bar and blade coating (Kjellgren et al. 2006), and vacuum filtration.
Extrusion coating is only suitable for coating of
thermoplastic polymers. Given that cellulose nanofiber is not thermoplastic, it
can only be suitable as a coating formulation by either dissolving cellulose
nanofiber in a suitable solvent (i.e., solvent coating/casting), or dispersing
the polymer in solvent (i.e., dispersion coating) (Rasal et al. 2010; Cheng et
al. 2015). In dip coating, the coating thickness on the paper is difficult to
control (Rastogi et al. 2015). Size press is not able to significantly alter
papers properties as Micro-fibrillated cellulose (MFC) coat weight barely
reached 4 g/m2 after ten successive MFC layers on the paper. The bar coating on
the paper board was found not to substantially enhance its barrier properties,
however did increase stiffness while reducing compressing strength (Lavoine et
al. 2014). In the dispersion coating process or lithographic printing,
nanocellulose with multilayered resin coated on the paper board is proved to
decrease their water vapour permeability (Aulin et al. 2013). MFC and shellac
were coated on the paper and paper board using a bar coater or a spray coating
technique to enhance its barrier properties. After the coating, the air permeance
of the paperboard and papers decreased with a multilayer coating of MFC and
shellac. The oxygen transmission rate decreased several logarithmic units and
the water vapor transmission rate (WVTR) (6.5 g/m2/day) reached values
considered as high barrier in food packaging (Hult et al, 2010).
Although above
mentioned conventional processes offers some advantages, however they possess
serious limitations such as batch process and limitations in high coat weight
on the paper to achieve good barrier properties. Therefore, spraying is a
potentially promising approach for the preparation of coating of nano cellulose
on the paper (Kinnunen-Raudaskoski, et al., 2014) (Kumar et al, 2016). This is
an alternative technique for making composite laminates onto the paper (Beneventi
et al., 2014). This has some significant advantages such as contour coating and
contactless coating with the base substrate. The topography of the surface of
the base substrate does not influence on the coating process. It is a novel
technique for creating barrier film on the base surface in a rapid manner. The
laboratory scale spray coating of micro fibrillated cellulose on different
kinds of paper substrate enhances the barrier and mechanical properties of the
spray coated sheet (Beneventi et al., 2014). However, after spraying, they used
vacuum filtration which is like the conventional paper making process to remove
the excess water. Therefore, it leads to time consuming process. Mirmehdi et al
reported that the spraying of CNF on the writing paper and printing paper
enhance tensile and barrier performance of the paper (Mirmehdi et al, 2018).
The cellulose nanofiber coating on the paper quickly to create barrier layers
via spray coating. Therefore, it has
potential for scale up in a continuous mode. The aim of this research is to
develop spraying process as a rapid and flexible method to coat cellulose
nanofibre on the paper and deals production of CNF barrier layers via the
spraying process and their characterization such as mechanical and barrier
properties.
2. Materials and methods
CNF used as the generic term for the cellulose
nanomaterials used. The CNF used was supplied from DAICEL Chemical Industries
Limited (Celish KY-100S) at 25 wt. % solid content. DAICEL CNF (Celish KY-100S)
has cellulose nanofibrils with an average diameter of 73 nm with a wide
distribution of fibre diameter, a mean length of fibre around 8µm and an
average aspect ratio of 142 ± 28. DAICEL KY-100S is prepared by micro
fibrillation of cellulose with high-pressure water. The crystallinity index of
DAICEL cellulose nanofiber was measured to be 78%. CNF suspensions were
prepared using by diluting the original concentration of 25 wt. % to 0.25 wt. %
to 1.5 wt. % with de-ionized water and disintegrating for 15,000 revolutions at
3000 rpm in a disintegrator.
The viscosity of the cellulose fiber suspension is evaluated to find the sprayable concentration of CNF suspension. CNF sample was used at consistencies ranging from 0.25 to 2.0 wt. %, prepared by diluting the original concentration of 25 wt. % with distilled water and mixing for 15,000 revolutions in a disintegrator. The viscosity of the CNF suspension was evaluated by the flow cup method which evaluates the process of coating fluid flow through an orifice to be used as a relative measurement of kinematic viscosity expressed in seconds of flow time in DIN-Sec.
Spraying cellulose nanofiber suspension on the paper substrates
The spray pattern is elliptical and the distance between spray nozzle and paper substrate is 20±2 cm. The coating of CNF on the paper substrate is one layer. The spray coated sheet is dried in the air drying under a standard laboratory conditions. The experimental set is shown in Figure 2. The spray coated CNF on the paper substrates were dried in the open air with specific care in the standard laboratory conditions. The dried CNF layers on the paper substrates used for various characterizations such as surface topography, basis weight, barrier properties and mechanical properties.
SEM investigation
The spray coated paper (4mm x 4mm) is
fixed on the stab using carbon tape and blowed with Nitrogen to remove the any
dust or any loose material on the sample and then coated with Iridium with a
maximum thickness of 10µm. Moreover, the iridium coated samples are blowed off
with Nitrogen to remove any dust and loose materials on the sample before
loading into the FEI-NOVA Nano SEM 450 (Jisheng Ma, 2015).

Figure 1: Spray Coating
Experimental Set up for producing CNF barrier layers on the paper
Cellulose nanofiber is a biodegradable and delicate material in nature and highly susceptible to high accelerating voltage. Therefore, the parameters for collecting micrograph are optimized. The surface morphology and topography of the spray coated paper was characterized using FEI–NOVA Nano SEM 450. Mode 1: This mode is used for collecting the low resolution micrograph at 100 µm and this micrograph is ideal for investigating the survey of the surface of the cellulose nanofibre coated sheet and the roughness of the coated surface. The optimized parameters for high voltage and spot size are 3 KV and 2.00 respectively. The working distance and aperture size are 5 mm and 6 (30 mm). Mode 2: This mode is used for collecting the micrograph at 1µm and 10µm (high resolution (UHR) imaging) and this micrograph is ideal for investigating the fibre orientation and size of the fibres and pores in the surface of the spray coated surface. The optimized parameters for high voltage and spot size are 3 KV and 2.00 respectively. The working distance and aperture size are 5 mm and 6 (30 mm).
Basis weight and thickness of the CNF coating on the paper
The basis weight (g/m2) of spray coated CNF laminates on the paper substrates was calculated by dividing the weight of the sheet, after 4 hours drying in the air oven at a temperature of 105 °C, by the paper area. The thickness of the spray coated CNF laminates on the paper substrates was determined using a Thickness Tester Type 21 from Lorentzen & Wettre AB, Stockholm, Sweden. The thickness was evaluated at fifteen points and averaged. The thickness was measured according to TAPPI T 411, 2015.
Air permeability
The air permeance of dried NC films was measured with an L&W air permeance tester with an operating range from 0.003 to100 µm/Pa.S. The mean value of air permeance evaluated from 3 different areas of each CNF laminated paper was reported. The Technical Association of the Pulp and Paper Industry (TAPPI) standard T 460 is used to measure the air permeance of the films.
Oxygen Transfer Rate
The air permeability data was used to calculate the oxygen transfer rate of the CNF coated samples. It was evaluated by the air permeability data divided by 4 and gives the OTR.
Surface properties
The surface roughness of the spray coated CNF laminates on the paper substrates was evaluated by Parker Print Surface (PPS) Instrument (TMI 58-06 Parker Print-Surf -Single Head). This method was based on the air leakage across the paper. The measurement was performed as per the standard of TAPPI T555/ASTM D 3786/ ASTM D 774/ BS 4768. In this instrument, the range of surface roughness evaluation vary from 0.20 to 6.50 µm at normal conditions, 6.0 to 15.0 µm at higher conditions. The preset clamp pressure used for measuring roughness of the paper substrates was 2000 Kpa.
Mechanical properties
The strength of spray coated CNF laminates on the paper
substrates were evaluated by an Instron model 5566 using test specimens of 100
mm length and 15 mm width, conditioned for 24 hours at 23°C and 50% RH before dry tensile testing
based on the Australian/New Zealand Standard AS/NZS 1301.448S-2007. All thickness and tensile tests were done at
23°C and 50 % RH. The samples were tested at a constant rate of elongation of
10mm/min. The mean value was obtained from six to seven valid tests and the
error bars in the plots indicate standard deviation.
3. Results and discussion
In the present work, a novel approach was developed using spray coating technique to produce CNF lamination with excellent air barrier properties. CNF vary from 0.5wt. % to 1.5 wt. %, coat weight also increased from 2.9±0.7 to 29.3±6.9 g/m2. As a result, the air permeability of composite was decreased 0.78±0.17 to <0.0030 µm/Pa.s. Scanning electron microscopy (SEM) studies of spray coated paper confirms that the surface pores in the paper substrates are filled with sprayed cellulose nanofibres and forms a continuous film on the surface of the substrate. These are the probable reasons for the reduction of air permeability of composites.

Figure 2: Viscosity of
CNF suspension
Figure 2 confirms the limitation of CNF suspension to be
sprayed on the paper substrates. The viscosity increased with solid/ fibre
content in the suspension. The efflux time < 30 sec confirms the sprayable
concentration of CNF for coating operation. The viscosity of 1.5 wt. % CNF
suspension is 32.18±0.94 DIN Sec predicted by dip cup method. It is quite
challenging to predict the efflux time and viscosity of CNF suspension beyond
the concentration of 1.5.wt. %. CNF suspension could form a gel like structure
and behave shear thinning rheology even at low concentration of CNF in the
suspension. The viscosity of CNF suspension increase with fibers content (Iotti
et al, 2011).
The rheological properties of CNF suspension is influenced by fibre morphology, orientation and aggregation. The viscosity of suspension increases with fibre aspect ratio and becomes substantially higher for high suspension concentration (Taheri et al, 2015). When the CNF suspension concentration is higher than 2.00 wt. %, CNF suspension has lost its fluidity, becomes like stiff gel and also viscosity is higher than 32.18 DIN Sec after dispersion in water after disintegration of fibres. Onwards of this concentration above 2 wt. %, CNF suspension behaves completely as a viscoelastic fluid and formation of network of entangled cellulose fibrils which causes gel-like behavior (Karppinen et al, 2011; Moberg et al, 2012). The spraying high solid content suspension is really challenging because there is a more chance of clogging the nozzle. Furthermore, high shear force is required to pump and spray the high fibre content of the slurry.
Effect of suspension consistency on basis weight
The figure 3 shows the effect of suspension concentration on the coat weight. Using lab scale spray coating, the maximum of 25-35 g/m2 on the paper is spray coated with concentration of 1.5 wt. % of Micro fibrillated cellulose. At this concentration of spray coating of CNF on the paper, it forms film over the surface and this film acts as barrier materials.
Effect of basis weight of the coating on the paper on air permeability
The figure 4 shows the effect of
coating weight on the paper on air permeance. The basis weight of the coating
on the paper increased with suspension concentration of CNF and after 1 wt. %
CNF concentration, the barrier properties of the coated sheet is enhanced. Additionally,
the air permeance of the spray coated sheet drastically reduced from 3.5 to
< 0.003 µm/Pa. sec.\

Figure 3: Plot of coat weight on the paper against suspension consistency

Figure 4: Basis weight of
CNF coat vs. air permeance of the substrates
Figure 5 confirmed the effect of CNF suspension
consistency on the air permeability of CNF coated paper. The plot proved that 1
wt. % CNF coating on the paper gives completely impermeable against air. This suspension
consistence of CNF comes under sprayable conditions for coating on the paper.
At this 1 wt. % coating, CNF not only fills the surface pores of the papers and
forms a barrier layer or laminates on the paper. This film can be acting as
barrier to air and other gaseous substances. Below 1 wt. % coating, CNF can
fill the surface pores of the paper only and beyond 1 wt. % CNF coating, film
formed on the paper acts as barrier layers. The limitations in spray coating of
1.25 wt. % and 1.5 wt. % CNF on the paper was separation of CNF barrier layers
from the paper after drying. The thickness of CNF coat on the paper increased
with suspension consistency.

Figure 5: Air
permeability vs. suspension consistency of CNF
Beneventi, D et al, 2015 reported that the basis weight
of the coat weight varied from 4g/m2 to 40 g/m2. It is reported that the coat
weight on the paper substrates was tailored by the speed of the conveyor in the
experiemental set up. The CNF concentration was fixed in their work and at
4g/m2 coat weight, CNF clogg the pore of paper substrates and thin film
formation on paper substrates at 6 g/m2. As a result, the air permeance of the
paper substrates was reduced. Mirmehdi et al reported that the coat weight
achieved via spraying CNF on the writing and printing paper was 3.7 g/m2 to 9.9
g/m2 with CNF suspension consistency 1.4 wt.% and 1.7 wt.% (Mirmehdi et al.,
2018). In the current work, the coat weight varied from 9±0.7 to 29.3±6.9 g/m2
via tailoring solid content in CNF suspension from 0.5 wt.% to 1.5 wt. %.
SEM studies on coated surface
The figure 6 shows the micrograph of the spray-coated paper with 1.25 wt. % of CNF at low magnification. The micrograph (100µm) shows the deposited cellulose fibres clumps and fibres on the surface of the paper. It also confirmed the different size of the fibre entangled with cellulose fibres clumps on the surface. Moreover, the micrograph (100µm) confirms the complete coverage of micro-fibrillated cellulose coating formulation on the paper. When compared to the micrograph (100 µm) of the uncoated paper, the coated paper showed that the coating formulation filed many surface pores and void space between the cellulose fibres. The 1µm micrograph confirms the filling surface pores by the cellulose nanofiber and forming the barrier film on the paper substrates.

Figure 6: SEM micrographs of uncoated and 1.25 Wt. % CNF coated Paper

Figure 7: High and Low magnifications of 1.25 wt. % CNF coated Paper
Beneventi, D et al (2015) reported the topography of wet sprayed CNF on the paper substrates was evaluated via optical microscopy and confirmed that pores are clogged with CNF and formed a continuous barrier film on the paper substrates. Mirmehdi et al revealed that the microstructure of the spray coated CNF on the writing and printing paper was the reduction of paper porosity via CNF coating. The drastic changes in the microstructure of CNF coated paper offers the reduction of water vapor transfer rate and oxygen transfer rate via filling surface pores and forming film on the paper surface (Mirmehdi et al, 2018).
Oxygen transfer rate
Figure 8 shows the effect of CNF coating
on the oxygen transfer of paper substrates through the evaluation of air
permeability. The oxygen permeability of the paper substrate has been reduced
drastically with coating of CNF on the paper substrates. As discussed earlier,
CNF fills the surface pores of the paper substrates and reducing the air
passage or oxygen permeance via blocking the surface pores with CNF. The figure
09 shows the high oxygen transfer rate of water wetted paper via spraying.
During the wetting of the paper, the fibres are loosened and resulting the
widening of the surface pores in the paper substrate, resulting the high air
passage across the paper.

Figure 8: Oxygen Transfer
Rate of CNF coated packaging paper
Mirmehdi et al., reported the effect of CNF coating on the OTR of coated paper which has high value around (155,000 cm3 m−2 24 h−1) and crossing the measurement range in the instrument. Normally, paper substrates is not good barrier against oxygen (Mirmehdi et al., 2018). Due to limitations in spray coating process, this method is unable to meet the good oxygen barrier such as OTR value of 17 ml m−2 day-1 reported by Syverud, K. et al., 2008. The spray coating of CNF to meet good oxygen barrier of the paper can be improved by multiple pass coating and spraying the highly homogenized CNF via high pressure homogenization.
Mechanical properties
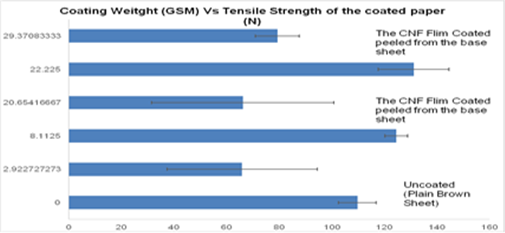
Figure 9: Tensile
strength of CNF coated paper
Figure 10 shows tensile strength of CNF coated paper and
the effect of CNF coating has been investigated. The coating of CNF on the
paper normally increased the strength of CNF laminates on the paper. Figure 10 concludes that an increase of
strength of CNF laminated paper was seen, however, there was drop in strength
when increased CNF concentration for coating. There was CNF barrier layer
formed on the paper at higher CNF coating and these layers are not adhesive on
the paper and separated from the paper. When specimen keep in Universal Testing
Machine (Instron), The CNF layer has been broken down and the paper was broken
under pulling in the measurement of tensile strength in Instron Instrument.
This phenomenon has been observed in the stress – strain curve of the CNF
laminates. Up to coating of 0.75 wt. % of CNF on the paper, the mechanical
strength of CNF laminated paper was improved. It has been shown in Figure 10.

Figure 10: Suspension
Consistency Vs Tensile Strength of the coated paper
Beneventi, D et al, 2015 also reported the strength of the wet sprayed CNF coat on the paper substrates was increased. Beneventi, D et al (2015) commented that the CNF coat weight on the paper substrates was transioned from plastic behavior at lower coat weight to brittle behavior at higher coat weight when CNF coat was homogeneous and thick layer on the paper surface. In the current work, the mechanical strength also increased at low coat weight and barrier film broken due to brittle nature at higher coat weight. Tensile strength of CNF coated paper depends on the coat weight and thickness on the paper substrate. Increase in CNF coat weight and their thickness on the paper increase the tensile strength of the paper. 18 % of tensile strength of the paper after CNF coating increased than that of uncoated paper. This is the case for writing and printing paper substrates (Mirmehdi et al, 2018). In the case of brown paper/packaging paper, tensile strength of the coated paper increased but fluctuated due to the poor adhesion of CNF lamination on paper and changes in the behavior of CNF coating from plastic to brittle nature (Beneventi et al, 2015).
Surface properties
Figure 11 shows the effect of suspension consistency on
the surface roughness of the paper. At lower concentration, the surface
roughness of the CNF coated paper does not change with the uncoated paper. At
higher concentration, the surface roughness of the coated paper increased with
coating percentage. Beneventi, D et al, 2015 also reported that the surface
roughness decreased from 1.5µm at 4 g/m2 and 1.1µm at 40 g/m2.

Figure 11: Suspension
Consistency Vs Surface Roughness
4. Conclusion
This work investigated
a laboratory scale spraying cellulose nanofiber (CNF) on paper substrates to
enhance their mechanical and barrier properties. Cellulose nanofibre (CNF) is a
bio-based nano-material and diameter of fibre from 5 nm to100 nm and length of
several micrometers. A laboratory scale spray coating of CNF suspension used
from 0.5 to 1.5 wt.% on the paper substrates was developed and the range of
achieved coat weight and air permeability of
coat weight on the paper substrate were 2.9±0.7 to 29.3±6.9 g/m2 and
0.78±0.17 - <0.003 µm/Pa.S at a sprayable concentration from 0.5 to1.5 wt.%
of CNF suspension and the scanning electron microscopy studies of spray coated
paper confirmed that the surface pores in the paper substrates are filled with
sprayed CNF and formed a continuous film on the surface of the substrate that
induces a drop in the air permeability of the paper substrate and increased its
tensile strength of spray coated paper from 109.7±7 to 131.1±13.4 N. The
developed spraying of CNF suspension on the paper substrate has excellent
potential to produce a continuous film as a barrier layer on the paper
substrate in a roll to roll converting process through a conceptualized spray
coating process.
Acknowledgements
The author is
grateful to his supervisors Associate Professor Warren Batchelor and Professor
Gil Garnier for mentoring this work for his early PhD works. The author is
grateful to Monash University, Clayton Campus, Australia for the scholarship.
The author is also convey thanks to Dr. Swamabu Varanasi, Assistant Professor,
Department of Chemical Engineering, Indian Institute of Technology, Kharagpur,
India.
References
Abitbol,
T., Rivkin, A., Cao, Y., Nevo, Y., Abraham, E., Ben-Shalom, T., Lapidot, S. and
Shoseyov, O. (2016). Nanocellulose, a tiny fiber with huge applications. Current Opinion in Biotechnology, 39,
76-88.
Appendini, P., Hotchkiss, J. H., (2002). Review of antimicrobial food
packaging. Innovative Food Science &
Emerging Technologies, 3(2), 113-126.
Aulin, C. and Ström G. (2013). Multilayered alkyd resin/nanocellulose
coatings for use in renewable packaging solutions with a high level of moisture
resistance. Industrial & Engineering
Chemistry Research, 52(7), 2582-2589.
Aulin, C., Gällstedt, M., & Lindström, T. (2010). Oxygen and oil
barrier properties of microfibrillated cellulose films and coatings. Cellulose, 17(3), 559-574.
Beneventi, D., Chaussy, D., Curtil, D., Zolin, L., Bruno, E., Bongiovanni,
R., & Tapin-Lingua, S. (2014). Pilot-scale elaboration of
graphite/microfibrillated cellulose anodes for Li-ion batteries by spray
deposition on a forming paper sheet. Chemical
Engineering Journal, 243, 372-379.
Beneventi, D., Chaussy, D., Curtil, D., Zolin, L., Gerbaldi, C., &
Penazzi, N. (2014). Highly porous paper loading with microfibrillated cellulose
by spray coating on wet substrates. Industrial
& Engineering Chemistry Research, 53(27), 10982-10989.
Cheng, H.-Y., Yang, Y.J., Li, S.C., Hong, J.Y. and Jang, G.W. (2015). Modification
and extrusion coating of polylactic acid films. Journal of Applied Polymer Science, 132(35).
Dimic-Misic, K., Gane, P. A. C.,
Paltakari, J. (2013). Micro- and nanofibrillated cellulose as a rheology
modifier additive in CMC-containing pigment-coating formulations. Industrial & Engineering Chemistry
Research, 52(45).
Dufresne, A. (2013). Nanocellulose: a new ageless bionanomaterial. Materials Today, 16(6): 220-227.
Hoeng, F., Denneulin, A., & Bras, J. (2016). Use of nanocellulose in
printed electronics: a review. Nanoscale,
8(27).
Huang, L., Chen, X., Nguyen, T. X., Tang, H., Zhang, L., & Yang, G.
(2013). Nano-cellulose 3D-networks as controlled-release drug carriers. Journal of Materials Chemistry, 1(23).
Hult, E.; Iotti, M.; Lenes, M. (2010). Efficient approach to high
barrier packaging using microfibrillar cellulose and shellac. Cellulose, 17, 575−586.
Iotti, M., Gregersen, Ø. W., Moe, S., & Lenes, M. (2011).
Rheological studies of microfibrillar cellulose water dispersions. Journal of Polymers and the Environment,
19(1), 137-145.
Karppinen, A., Vesterinen, A. H., Saarinen, T., Pietikäinen, P., &
Seppälä, J. (2011). Effect of cationic polymethacrylates on the rheology and
flocculation of microfibrillated cellulose. Cellulose,
18(6), 1381-1390.
Khwaldia, K., Arab‐Tehrany, E., & Desobry, S. (2010). Biopolymer
Coatings on Paper Packaging Materials. Comprehensive
Reviews in Food Science and Food Safety, 9(1), 82-91.
Kinnunen-Raudaskoski, K.; Hjelt, T.; Kenttä, E.; Forsström, U. 2014:
Thin coatings for paper by foam coating. TAPPI J. 7, 9−19.
Kjellgren, H., Gällstedt, M., Engström, G. and Järnström, L., 2006:
Barrier and surface properties of chitosan-coated greaseproof paper.
Carbohydrate Polymers 65(4): 453-460.
Kumar, V., Elfving, A., Koivula, H., Bousfield, D., & Toivakka, M.
(2016). Roll-to-Roll processed cellulose nanofiber coatings. Industrial & Engineering Chemistry
Research, 55(12).
Lavoine, N., Bras, J. and Desloges, I. (2014). Impact of different
coating processes of microfibrillated cellulose on the mechanical and barrier
properties of paper. Journal of Materials
Science, 49(7), 2879-2893.
Lavoine, N., Bras, J. and Desloges, I. (2014). Mechanical and barrier
properties of cardboard and 3D packaging coated with microfibrillated
cellulose. Journal of Applied Polymer
Science, 131(8).
Ma. J. (2015). SEM sample preparation. Monash Centre for Electron
Microscopy, Course Notes, Monash University, Australia.
Metreveli, G., Wågberg, L., Emmoth, E., Belák, S., Strømme, M., &
Mihranyan, A. (2014). A size-exclusion nanocellulose filter paper for virus removal.
Advanced Healthcare Materials, 3(10).
Mirmehdi, S., de Oliveira, M. L. C., Hein, P. R. G., Dias, M. V.,
Sarantópoulos, C. I. G. D. L., & Tonoli, G. H. D. (2018). Spraying
cellulose nanofibrils for improvement of tensile and barrier properties of
writing & printing (W&P) paper. Journal
of Wood Chemistry and Technology, 38(3), 233-245.
Moberg, T and Rigdahl. M. (2012) .On the viscoelastic properties of microfibrillated
cellulose (MFC) suspensions. Annual
Transactions of the Nordic Rheology Society, 20, 123-130.
Mörseburg, K. and Chinga-Carrasco.G. (2009). Assessing the combined
benefits of clay and nanofibrillated cellulose in layered TMP-based sheets. Cellulose, 16(5), 795-806.
Nair, S. S., Zhu, J. Y., Deng, Y., Ragauskas, A. J., 2014: High
performance green barriers based on nanocellulose. Sustainable Chemical
Processes 2(1): 23. 34.
Ramos, M., Valdes. A., Garriogos., M.C. (2016). Multifunctional
applications of nanocellulose-based nanocomposites. William Andrew Publishing:
177-204.
Rasal, R. M., Janorkar, A. V., & Hirt, D. E. (2010). Poly(lactic
acid) modifications. Progress in Polymer
Science, 35(3): 338-356.
Rastogi, V., Samyn. P. (2015). Bio-Based coatings for paper applications.
Coatings, 5(4), 887.
Syverud, K. and Stenius. P., 2008: Strength and barrier properties of
MFC films., Cellulose, 16(1): 75-85.
Taheri, H. and Samyn, P. (2015). Rheological properties and processing
of polymer blends with micro- and nanofibrillated cellulose agricultural
biomass based potential materials.
Varanasi, S., Low, Z. X., Batchelor, W., 2015: Cellulose nanofibre composite membranes – Biodegradable and recyclable UF membranes. Chemical Engineering Journal 265: 138-146
|
|
©
The Author(s)
2022. This article is an open access article distributed under the terms and
conditions of the Creative Commons Attribution (CC BY) license. Related Paper: Graphene Oxide Nanocomposite for Sustainable Pure Water by PES Membrane |
